
Guidelines for Triple Rinsing
Q. is there any industry guidance on triple rinsing…any literature that you know of that this is the accepted standard for manual cleaning that you could provide me?
A. To our knowledge, there are no authoritative source documents to define how many times you should rinse glassware. The logic behind a triple rinse is that, in filling and emptying a vessel three times with water, each time you are diluting by 2 orders of magnitude. In theory . . .

How to: Remove Residual Silicone Oils
Q. We are currently using a solvent and we want to switch to a safer product, such as a water-based cleaner. Do you have a detergent that can assist in the removal of residual silicone oils that are left in medical device mold inserts manufactured using clear rubber material? Will Alconox detergent work as your web page says without ultrasonic?

Cleanroom Cleaning
We are in the process of building a cleanroom for medical device manufacturing. What detergents do you recommend? For cleanroom cleaning, we would recommend liquid concentrate detergents to…..

Cleaning Fungus Residues from Mycoinsecticide
Q: How do you clean biofilm residuals and the fungus residue from mycoinsecticide? A: A mycoinsecticide is a microbial insecticide whose active ingredient is a living fungus that is pathogenic to a targeted group of pests, insects and other biocontrolled species. It is used in industries from food production, biotech, cannabis and of course the laboratories supporting those industries.
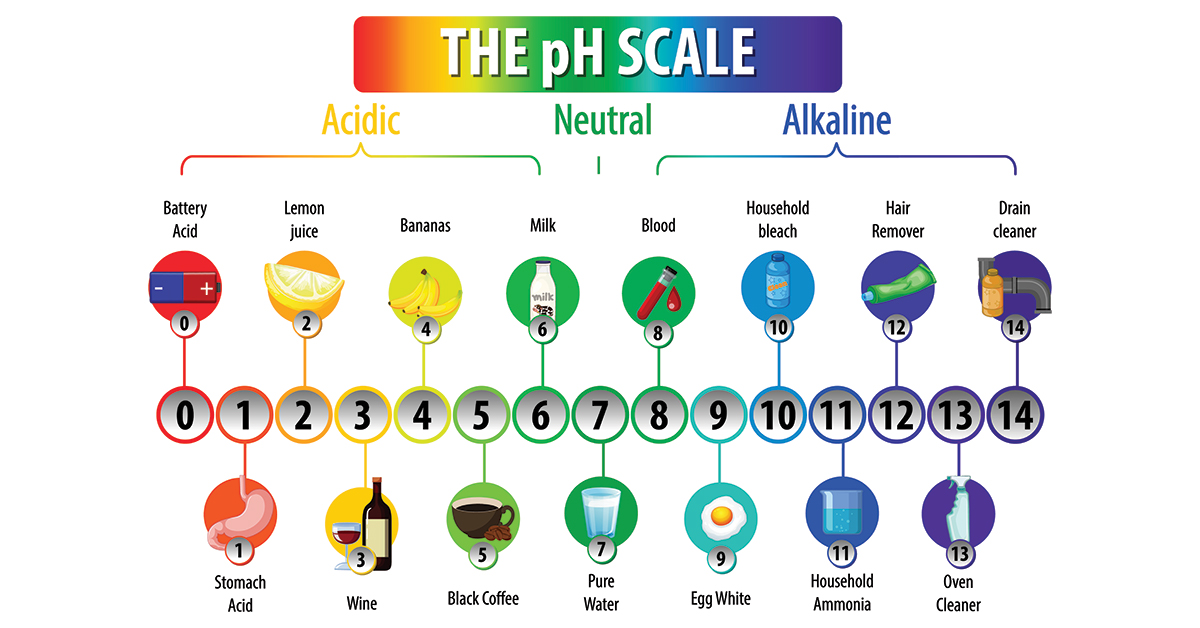
What to choose: acid vs alkaline cleaner?
Q: What are the differences between an acid vs alkaline cleaner?
A: There are some key difference in choosing the right cleaner for your cleaning needs; the ph of a detergent is one dividing line. Acidic cleaners are commonly used to brighten or etch metals and….